欢迎光临~苏州杜玛科技有限公司
语言选择:
 ∷
∷

∷
 ∷
∷

Product display
Company profile

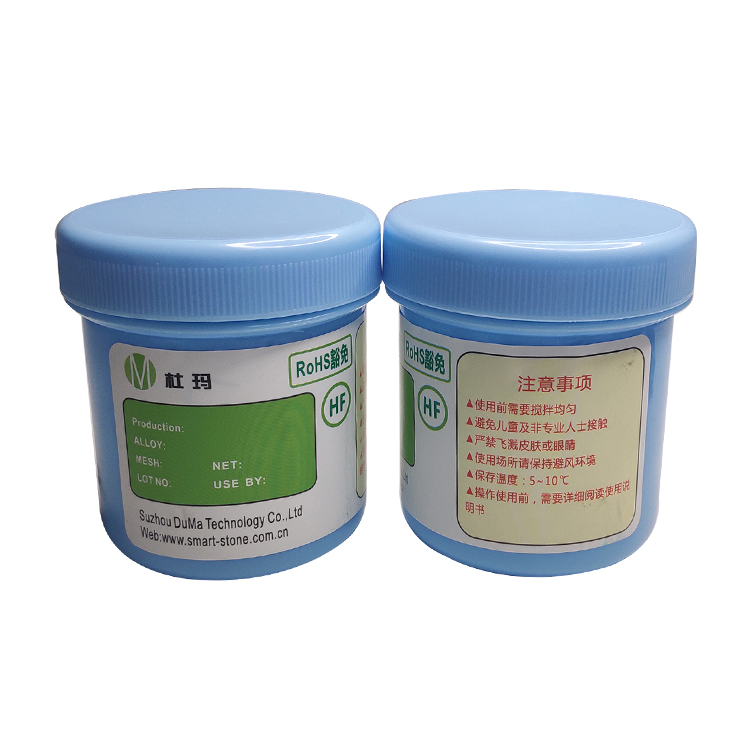
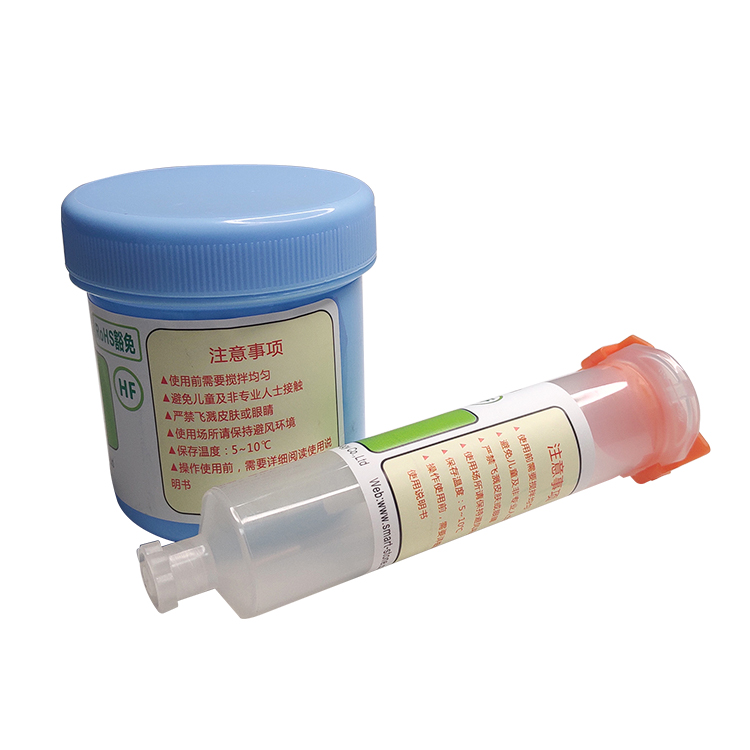
我司是一家科技孵化企业,依托常州大学石油化工学院国家级实验室的雄厚实力以及长期积累的经验,转化成落地校企联合生产基地;为响应国家半导体协会要求,配合半导体产业链深度国产化,华东地区常州大学主导进行电子焊接材料研发及技术输出,助力国家半导体、芯片行业的发展。 为扩大生产规模,于2019年由常州大学校内工厂搬迁至苏州,成立苏州杜玛科技有限公司,主营锡膏、清洗剂的研发、生产等业务。 常州大学“杜玛实验室”拥有3名博士,11名硕士,从2010年开始就对电子焊接辅料进行专项研究,和部分日本电子公司长期保持良好的合作研究,实验室拥有发明专利120多项,并长期对合作企业进行技术输出,技术产品广泛应用于半导体焊接、SMT、波峰焊等行业及工艺,其技术广泛用于办公设备(电脑)、家用电器(冰箱...
查看详细Successful case
News center







 Stone
Stone